

图4 直锻旋压复合工艺毛坯图
短流程工艺 短流程铝合金车轮生产工艺是采用辗锻机+扩口机+旋压机的三步成形工艺(或辗锻前增加镦粗工序的四步成形工艺),该工艺适合于生产小批量的卡车和客车车轮,以及售后市场轿车光板车轮,工艺流程如图5所示。

图5 短流程工艺流程图
辗锻工艺类似于摆辗工艺,是一种坯料局部的连续接触加压积累变形,因此该工艺所需的成形力小于模锻工艺,由于辗锻机的上、下工作台之间呈一个固定角度,因此在成形过程中棒料的鱼鳞皮被翻到背腔,轮辐正表面以及后续轮辋旋压处没有鱼鳞皮的压入,提高了锻坯的质量,卡车轮的辗锻过程如图6所示。
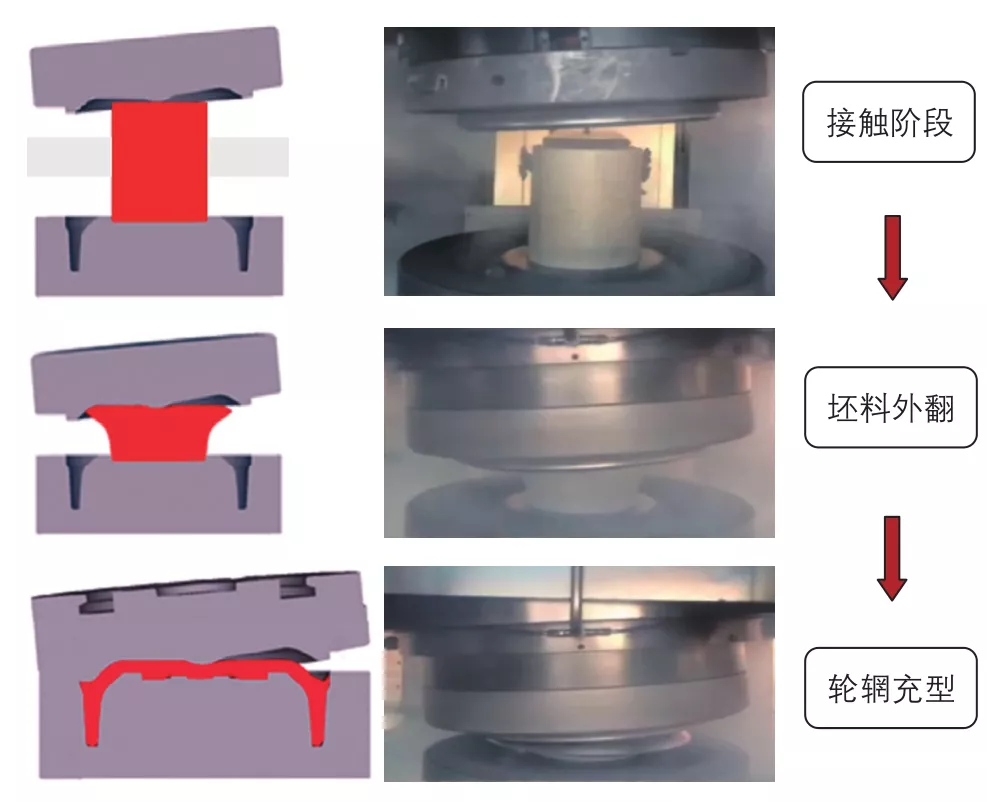
图6 卡车轮辗锻过程
短流程生产线可以实现年产20万只卡巴轮或光板轿车轮,适合于小批量售后市场,国内采用该工艺的典型公司有浙江宏鑫、秦皇岛新轻车轮以及福建正兴车轮等。
纯直锻工艺 顾名思义纯直锻工艺就是生产过程中,不采用强力旋压工序,车轮的轮辐采用模锻工艺成形,轮辋采用扩口翻边或者收口缩颈的工艺成形,工艺流程如图7所示。

图7 纯直锻工艺流程图
该工艺可以生产卡车和轿车车轮,此工艺路线简单,设备投资少,但是材料利用率相对较低,由于轮辋未经过强力旋压,因此轮辋部位的晶粒没有明显的细化,国内采用该工艺的典型公司有河北镁轮镁合金科技有限公司等。
液态模锻工艺 液态模锻又称挤压铸造、锻打铸造或熔汤锻造,它是融合了铸造和模锻特点的成形工艺,利用液态金属优异的填充性能,工艺过程如图8所示。首先将金属液注入模膛中,合模实现金属液充填流动,国内多采用2000~4000t热模锻压力机,加压过程中尚未凝固的金属液在等静压的作用下结晶凝固,因此已凝固的金属层在该压力下发生了一定量的塑性变形,制品性能优于铸件。
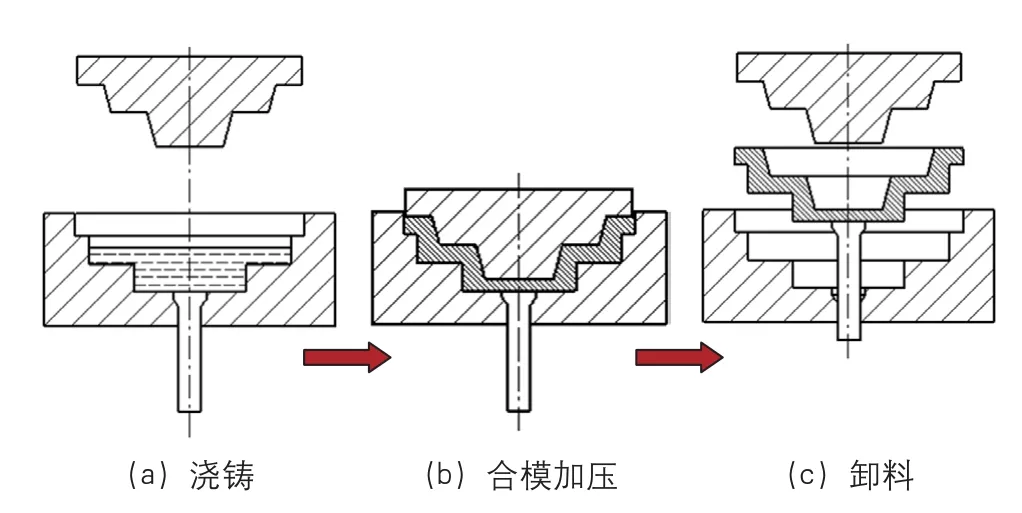
图8 液态模锻工艺过程图
目前液态模锻工艺在国内应用较少,主要生产卡巴车轮以及部分轿车车轮,生产效率约为:5~8分钟/件,典型的采用液态模锻工艺的厂家有辽宁忠相、保定立中等。
成形设备介绍 压力机、辗锻机、旋压机是铝合金锻造车轮生产工艺中的核心装备,装备的性能也影响着各种工艺的顺利实施。
