为进一步改进汽车镁合金轮毂铸造模具的设计,应用Pro/E 软件对汽车轮毂模具进行了三维造型,对汽车轮毂完成了模具装配和分模设计,对镁合金轮毂挤压铸造过程进行了数值模拟。结果表明:由于存在有凹槽,导致轮辐中部液体流动速度变慢,处于凹槽里的气体受到两端的液体包围,未能及时排出以致凝固过程中出现气孔缺陷。通过冷却水道改进设计,优化了浇口尺寸和充型速度,镁铝合金汽车轮毂铸造模具在实际应用中收到良好的效果。
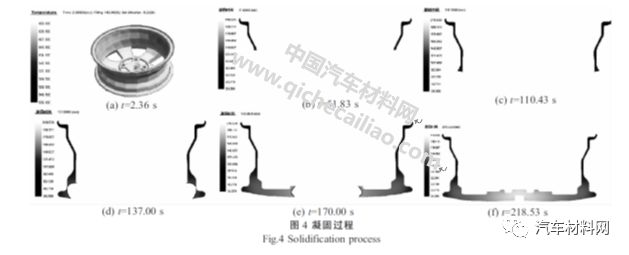
从图4 可以看出,在固定压力条件下将铸件保压凝固,铸件快速凝固且平稳,同时温度均匀分布。铸件的凝固过程最初是浇道,于填充过程未段合金液体前端部分的温度处于600℃上下,还属于流动状态,虽然浇注速度渐渐下降但轮毂上端并未出现欠铸及冷隔现象,大体上完成了轮缘、轮辐和轮毂浇口的依次凝固,有助于传递压力,很好地对铸件进行补缩,令铸件关键部位免于出现浇不足、缩孔或缩松等缺陷,生产出致密、组织均匀且偏析少的铸件。

4、结论

应用pro/e 软件完成了汽车轮毂模具的实体设计,对其进行了三维造型检测,确定采用层切面法,设置层数10 和偏距20 mm, 建立了镁合金轮毂铸造模具的有限元模型,完成各时间的填充状态和温度场分布模拟,对卷气缺陷、凝固缺陷进行了有限元分析完成了初始冷却水道设计、冷却水道改进设计,实现了浇口尺寸修改和充型速度后充型速度场有限元分析。

