
YYYY年MM月DD日 dddd
大偏距载重汽车铝车轮轮毂的反压铸造技术工艺
来源:
|
作者:广东南海中南铝合金轮毂有限公司 张新颖 潘增源 杜士良 吴祖宴
|
发布时间: 2014-12-14
|
8500 次浏览
|
🔊 点击朗读正文
❚❚
▶
|
分享到:
前 言
大偏距车轮(如图1)在力学结构上与传统轻型车轮

Fig.1 Big offset truck wheel
(如图2)相比不仅要承受更大载重负荷,而且要承受更大的弯矩,所以在相同材料和铸件壁厚的前提下,大偏距车轮必须要有更高的铸件材料韧性和强度。鉴于传统轻型车轮标准规定的强度、韧性指标,对大偏距车轮来说,只处于临界状态。如果没有足够富余的强度、韧性,是很难满足车轮实体在载重汽车上的安全要求,即采用常规的铸造工艺来生产这类大偏距载重车轮是很难达到性能指标的,而反压铸造是实现该目标的有效途径。

Fig.2 Ordinary car wheel
反压铸造虽然像低压铸造那样,是依靠压力差使金属液沿升液管自下而上实现充型的,但该法的充型和凝固结晶过程自始至终都是在高压力场包围下实现的,压力场的作用不仅有效提高了枝晶间的补缩效果,而且明显提高了H 在铝液中的溶解度。该法生产的铸件具有两大突出优点。
(1)组织致密,强度韧性好压力场提高了枝晶补缩效果,有效提高了铸件力学。性能。铸件在压力场作用下与型腔有着良好的密着性,具有比低压铸件更高的冷却速度,使结晶组织更致密。
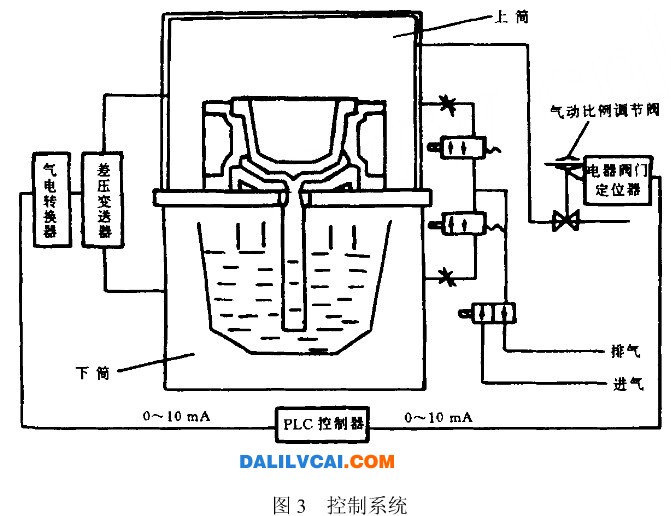
Fig.3 Control system
(2) 铸件表面质量好
压力场的作用,有效提高了H 在铝液中的溶解度,抑制了铸件凝固过程中H 成为气体针孔的析出,明显减少针孔的形成。铸件的二次氧化夹杂少,由于型腔中压力场形成的背压,抑制了金属液充填过程中的喷射飞溅,其平稳充填效果比低压铸造更佳。
2 研制过程
2.1 原材料的选用
根据车轮性能的要求及参照国外生产铝车轮常用合金材料,采用了A356.2(相当于我国的ZL101A)合金。为确保合金变质效果的持续性,采用了锶(Sr)作为变质元素。
2.2 反压铸造工艺过程
反压铸造工艺按压差产生的方式分类,有增压法和减压法,我公司采用减压法反压铸造工艺来研制大偏距载重汽车铝车轮,其控制系统如图3,所实现的工艺曲线如图4。其过程可分五个阶段。
(1) 进气阶段(0-t1)。由于上下筒的有效充气空间不一样,需要通过流量调节阀进行调节,以求上下筒同时平稳进气,减少进气时的压力差,从而防止升液管内液面的上下波动。当上下筒压力到达设定值时,停止进气。
