
YYYY年MM月DD日 dddd
大偏距载重汽车铝车轮轮毂的反压铸造技术工艺
来源:
|
作者:广东南海中南铝合金轮毂有限公司 张新颖 潘增源 杜士良 吴祖宴
|
发布时间: 2014-12-14
|
8499 次浏览
|
🔊 点击朗读正文
❚❚
▶
|
分享到:
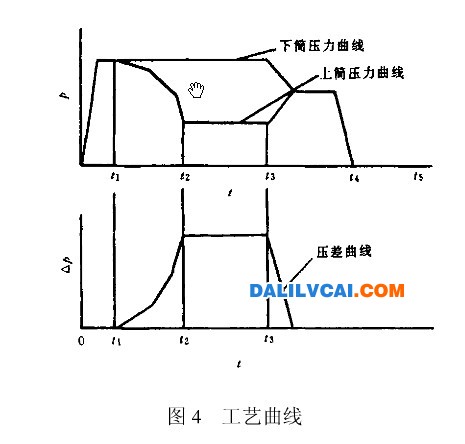
Fig.4 Proces curve
(2) 升液充型阶段(t1-t2)。整个升液充型过程,采用PLC进行控制,压差ΔP由差压变送器检测并转换成气压信号,再经气电转换器转换成0~10 mA电流信号,电流信号由PLC内部的A/D模块进行数据采样和A/D转换成数字信号(0-2048),数字信号与给定的线性信号相比较,经数字PID运算后再由PLC的D/A模块输出0~10 mA的电流信号给电气阀门定位器,控制气动比例调节阀,实现上筒排气,从而使上、下筒间的压差ΔP按工艺给定的压差曲线变化,实现铝液的线性升液和充型。
(3) ΔP结晶阶段(t2-t3)。当压差ΔP到达最大设定值,充型结束时,上筒停止放气,铸件在ΔP压差下结晶凝固。
(4) ΔP=0结晶阶段(t3-t4)。当铸件顺序凝固至浇口,即铸件完全凝固后,上、下筒互通,使ΔP=0,铸件继续在系统压力场下结晶、冷却。
(5) P=0冷却阶段(t4-t5)。为保证铸件有足够的高温强度,防止铸件起模和顶出可能产生的变形,需要有一定的随模冷却时间,冷却时间的长短根据不同规格的轮型而变化。
(3) ΔP结晶阶段(t2-t3)。当压差ΔP到达最大设定值,充型结束时,上筒停止放气,铸件在ΔP压差下结晶凝固。
(4) ΔP=0结晶阶段(t3-t4)。当铸件顺序凝固至浇口,即铸件完全凝固后,上、下筒互通,使ΔP=0,铸件继续在系统压力场下结晶、冷却。
(5) P=0冷却阶段(t4-t5)。为保证铸件有足够的高温强度,防止铸件起模和顶出可能产生的变形,需要有一定的随模冷却时间,冷却时间的长短根据不同规格的轮型而变化。
2.3 反压铸造工艺参数的确定
由于反压铸造中系统压力的大小,直接影响铸件的补缩能力和铸件凝固过程中气体的析出,根据我厂的设备情况,选择系统压力为0.5 MPa,铸造过程中充型速度和保压时间及冷却时间根据不同轮型及规格进行调整。
在大偏距载重车轮研制的攻关中,我们还通过下列措施来控制铸件质量。
(1) 合理的铸件壁厚和模具壁厚设计铸造过程中对涂料厚度的控制以求铸件获得良好的凝固条件。
(2) 对模具局部过热区域采用风强制冷却措施来实现铸件的顺序凝固。
(3) 采用专用的模具预热装置来控制模具预热温度。
(4) 严格控制铝液的浇注温度、浇注过程中各级加压参数及冷却参数以提高铸件的合格率和生产效率。
在大偏距载重车轮研制的攻关中,我们还通过下列措施来控制铸件质量。
(1) 合理的铸件壁厚和模具壁厚设计铸造过程中对涂料厚度的控制以求铸件获得良好的凝固条件。
(2) 对模具局部过热区域采用风强制冷却措施来实现铸件的顺序凝固。
(3) 采用专用的模具预热装置来控制模具预热温度。
(4) 严格控制铝液的浇注温度、浇注过程中各级加压参数及冷却参数以提高铸件的合格率和生产效率。
